Since FlashPrint Ver5.1 was released on 2021/08/16, I would like to see what has changed from Ver4.6 mainly regarding slicer related items.
It may or may not be free software, but regarding the difference in functions, I think that you can also describe the purpose of adding or changing the functions in the release notes.
Since it is a manufacturing tool, I would like to create parameters in consideration of the “purpose” in order to increase the manufacturing yield.
Install
It is worth mentioning that it is possible to live with Ver4.6.
Both the installation folder and the user environment storage folder are separate.
Therefore, the parameters created in ver4.6 must be brought in separately by export / import.
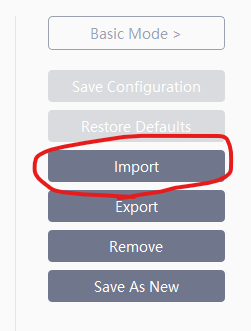
Parameter migration from 4.6
Drop the configuration information to a file with 4.6 export.

Then load with 5.1 import.
Note that some parameters are incorrect.
The following are found in 5.1.0.
- Raft-General-Above Raft Extrusion Ratio
This changed from 60% to 150%. - Raft-Bottom layer-Fill Density
This changed from 50% to 95%. - Infill-Maximum Solid Combine
Immediately after importing, it did not change, but when I restarted or exported this parameter and imported it again, the value changed. - Infill-Maximum Sparse Combine
Immediately after importing, it did not change, but when I restarted or exported this parameter and imported it again, the value changed.
After migrating the parameters, it is better to check the parameters for the time being.
Difference in slice results
Next, about the slice result when the same parameter is set.
The STL data used is the standard sample 20mm_box.stl, and the parameters are not standard but the parameters for PLA output that I always use.
There were two types that were not related to manufacturing, two types that did not affect manufacturing, and two types that affected manufacturing.
In particular, please include the changes in the last two in the release notes or Change Logs.
Comment part
This is, in a sense, within the range of assumptions.
Left 5.1, right 4.6.
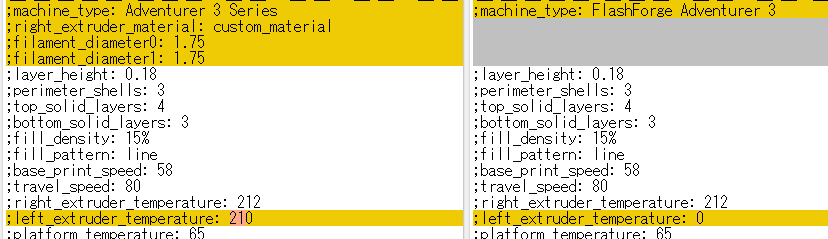
machine_type is now Adventurer 3 Series.
Contains a filament system.
1 Although it is an extruder type,; left_extruder_temperature: 210 was output.
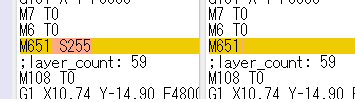
M651
Since the back fan speed is included in the parameter, I think it corresponds to that.
Left 5.1, right 4.6.
Initial movement speed when creating a raft
Left 5.1, right 4.6.
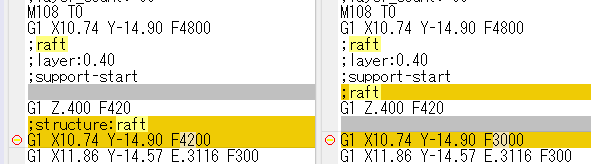
4.6 uses the First Layer Maximum Travel Speed (50 mm / s).
5.1 uses the Travel Speed (80mm / s).
Movement speed at brim and first layer output
Left 5.1, right 4.6.
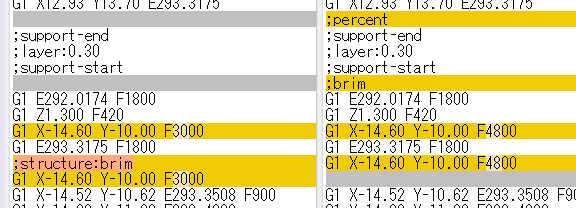
4.6 uses the Travel Speed (80mm / s).
5.1 uses the First Layer Maximum Travel Speed (50 mm / s).
Speed of the printed part of the first layer
Left 5.1, right 4.6.
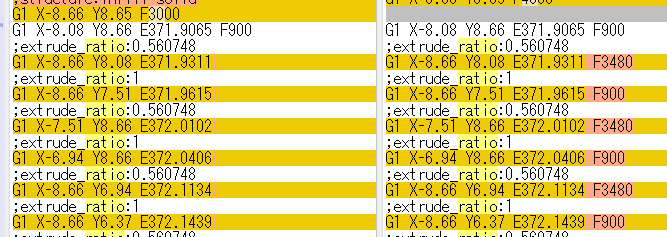
The following shows the movement data of 4.6.
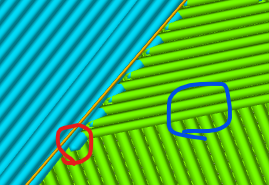
The speed of the short part (red circle part) is reduced to the “First Layer Maximum Speed(15 mm / s)”.
For the filled part (blue circle part), “Base Print Speed (58 mm / s)” is used.
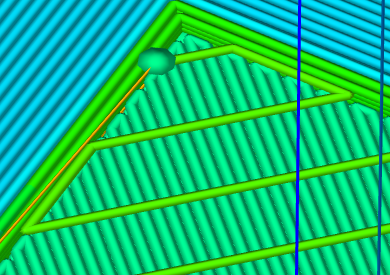
The movement data of 5.1 is as follows.
All of the first layers use the “First Layer Maximum Speed”.
I think this is a bug fix.
The resin printing ratio in the model is different
This is the part where the line is printed inside the BOX.
Left 5.1, right 4.6.
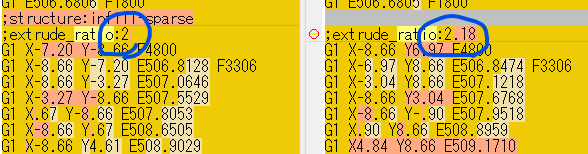
This time, the inner filling is 2 layers and the output is for 1 layer, so it doesn’t mean that it shouldn’t be 2.
I’m not sure why I was using 2.18 in Ver4.6.
コメント