4.6をいじっていて、ちょっとスライスパラメータについてどういったGコードが出力されるか調べてみた。
まずは、ラフトー一般的な―モデルのスペース(Z)について。
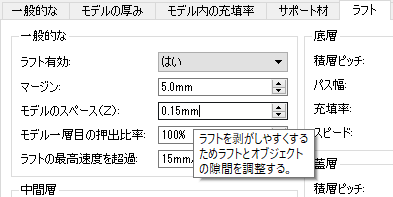
ポップアップヘルプには、「ラフトを剥がしやすくするためのラフトとオブジェクトの隙間を調整する」とある。
実際にどんなGコードが出力されるのか、パラメータを変更しながら見てみた。
パラメータ値は、0.15と0.10で比べてみる。

相違点は、以上の2行のみだった。
ここはラフト上面吐出後、リトラクト処理を行い、実際のオブジェクト1層目を生成するところ。
ラフト上面の 高さは1.55mm。オブジェクト1層目の厚みは0.27mmの設定で出力されている。
本来1.82mmが正しい高さなのだが、モデルのスペース(Z)の値に従いちょっとだけノズルを浮かせて1層目を吐出している。ここ以外のデータに変化はないので実際の吐出量の変化も当然ない。
2層目は両データ共に2.0mmの高さで吐出開始している。
積層ピッチは0.18mmなので、本来の高さ1.82mmに積層ピッチを足した値になる。
そういう意味で2層目以降は、オフセットがない本来の高さで吐出されていることになる。
以上のようなデータを見る限り、このパラメータはラフト直後の1層目の吐出のみ「ふわっ」と積層させるためのものなのだろう。
これにより、ラフトと1層目の接着度合いが下がるのだと思う。
またパラメータの最大設定値は「0.4mm」なのだが、そこまで上げる必要はないだろう。
また積層ピッチ以下の値が望ましいかもしれない。
試しに0.4mmを設定したところ2層目の方が低い高さになってしまい、もしかしたらバックラッシュの影響を受けてしまう可能性があるため。
結論としてこのパラメータはGコード生成的には、ラフト生成がONの場合、オブジェクトの1層目のみ高さをオフセットするというものになる。
ちなみにリトラクトの前の高さ指定にも高さ指示コード(G1 Z~)が入っているが、コメントにShellとなっている部分ですでに高さにオフセットが内部的に足されて、リトラクトを出す時にその前との高さに差異があるとプログラムが判断して高さ指示コードが入ったものと思われる。
本来であればいらないのだけど。
なので、モデルのスペースの値が0.0の場合、この高さ指示コードは出力されない。
コメント