スライスパラメータ
変更点の一覧は以下の通り。
- プリンタータブが追加
一般の中にあったヘッド・ベッド温度指定と冷却にあったヘッド温度の高さによる変更がこちらに移動。
「温度管理リスト」「制御モジュール」が追加。 - 一般的な
スピードに「最初のいくつかのレイヤーのプリントを遅くする」「最初のいくつかのレイヤーの最大プリント速度」が追加。
樹脂たれ防止に「押出速度」「引き戻した後の補正」が追加。 - 外枠(旧モデルの厚み)
スピードに「目に見える内部最高速度」「目に見えない内部の最高速度」が追加。 - モデル内の充填率
充填の組み合わせに「インフィル密度の制御」が追加。 - ラフト
中間層に「パス幅」「充填率」が追加。
蓋層に「パス幅」が追加。 - 追加
枠に「内側の穴にブリム(縁)を生成させる」が追加。 - 冷却
「バックファンの速度」が追加。 - 高度な
「アイロニング」が追加。 - その他
「Z軸オフセット」が追加。
一時停止の指定方法が、高さ指定からレイヤー指定に変更。
「温度管理リスト」「制御モジュール」
温度管理リストのチェックボックスで、制御モジュールの動作可否が決まるようになっている。
制御モジュールに設定可能な項目は4.6からいくらか変更がある。
まず制御範囲の指定がmmからレイヤーtoレイヤーになった。
またベッド温度の指定も可能になった。
左が制御モジュールの指定を入れたもの。
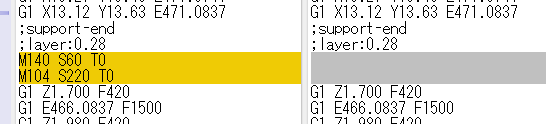
温度情報を入れるのは、モデルの吐出が発生するレイヤーでブリムもこれに含まれる。
ただし、プレ押し出しやラフトは対象に入っておらず、これらの温度設定はプリンターのヘッド温度、プラットフォーム温度が適用される。
4.6でも温度設定が適用される場所は同じだったのでこれがFlashPrintの仕様なのだろう。
Simplify3Dはラフト等も温度設定の対象になっていたのだが、プラットフォームからの剥がれ防止という観点から見ると、FlashPrintの仕様は問題だと思う。
「最初のいくつかのレイヤーのプリントを遅くする」 「最初のいくつかのレイヤーの最大プリント速度」
モデル部分の吐出層の2層目から指定層分吐出速度が遅くなる。
左がレイヤーを指定した場合。30mm/s以下の速度に統一されている。
樹脂たれ防止の「押出速度」「引き戻した後の補正」
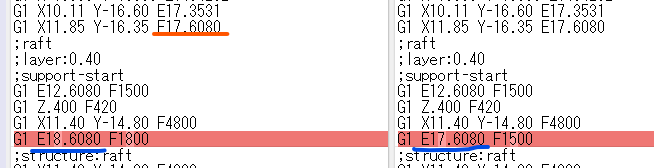
左が押出速度を早くし、また引き戻した後の補正に1.0を指定したもの。
Fの速度が速くなっているのと、指定した補正量分余計に押し出している。
引き出す速度を早めにし押し出す速度を遅くすることで、ノック音をさせなくするのか。
補正値は、引き戻し後の移動時にちょっとだけ樹脂が引き出されるので、それを補填するための値なのだろうか。
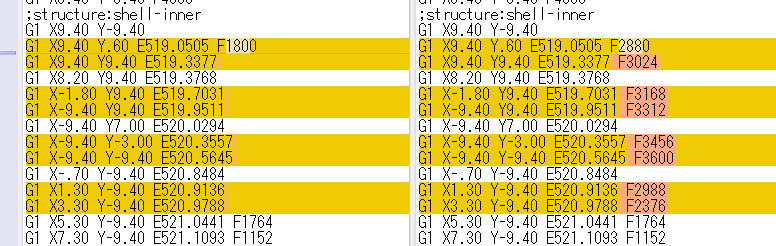
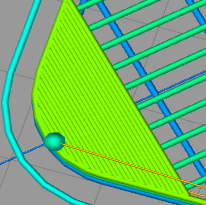
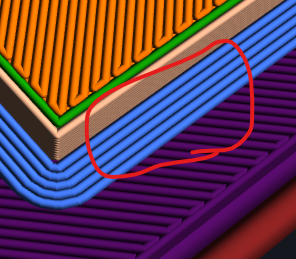
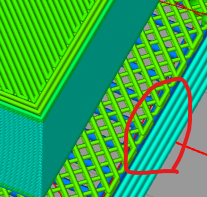
「目に見える内部最高速度」 「目に見えない内部の最高速度」
両方とも外枠の内側の吐出部分の速度指定。
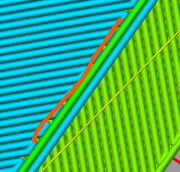
この赤い線の部分。
目に見えるとは、トップ層のこと、目に見えないとはトップ層以外の層のことを言う。
まず目に見えない層のパラメータを30mm/s、樹脂を押し出し中の速度を60mm/sとした場合。
右がパラメータをしていたもの。
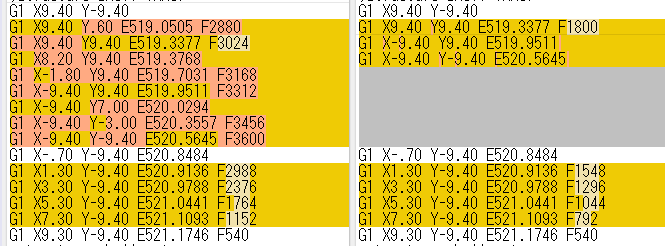
中層の内周の最大速度がF1800(30mm/s)に抑えられていることが分かる。
また今回のパラメータとは関係ないが、左側を見るとF3600(60mm/s)を最大として速度調整がされているのが分かる。
枠(アウトライン)に関しては3Dプリンタ側でいうグラビティ相当の速度調整をしているようなのが見て取れた。
最上層に関しても「目に見える内部最高速度」のパラメータで速度制御されている。
層の吐出順序は、内周(外枠の内側)、外周(外枠の大外)、塗り潰し(モデル内充填部分)になるが、内周を吐出する際には他と結合する部分がその下の吐出(もしくはプラットフォーム)しかないわけで、きちんと定着させるために速度を上げさせないためにしようするのかもしれ。
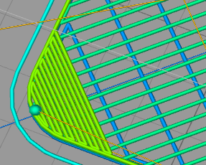
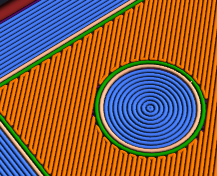
「インフィル密度の制御」
レイヤー指定でインフィル密度を変更できるようだ。
これは、20~40層の密度を50%にした場合のものを見たもの。
レイヤーの番号はモデル底面を1とした指定になる。ただその層が充填層じゃない場合次の層からになる。
ラフト中間層の「パス幅」「充填率」
パラメータの動作としては、低層のものと同じになる。
ヘルプも全く同じだったし。
意味的に、低層と蓋層をくっつけるため、もしくは蓋層の品質を上げるためのバッファ的な意味合いになるのだろうか。
中間層と蓋層のパラメータをチューニングすることで、速度とモデル底面の品質向上のバランスをとるのかもしれない。
ラフト蓋層の「パス幅」
ラフト蓋層のパス幅を0.4から0.2にした場合以下の様になった。
蓋層のパス幅は、モデル底面の品質向上のためのパラメータになるのだと思う。
「内側の穴にブリム(縁)を生成させる」
ヘルプに記載がある通り、穴などの内側にブリムがあると取り除くのが面倒な場合があるのでこのパラメータを導入したのだと思う。
「はい」の場合。
「いいえ」の場合。

面積でのフィルターとか完全に埋まる場合のみ付けないとかの方がよりよかったのではないかと思う。
ブリムを取り外す際に小さな穴などのものの除去はしづらいが、ある程度の大きさがあれば除去しやすいと思うので。
まあ内側からはがれ始めるというのはないから、いいのかもしれないか。
「バックファンの速度」
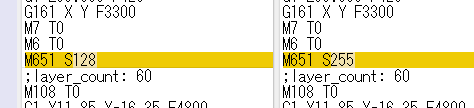
M651の値が比率に合わせて変化している。
255が100%。
Adventurer3でこの設定が生きているかは不明。
筐体ファンは機器に電源を入れた直後からまわるし、テストでパラメータをいろいろ変化させてみたが変わったようには感じなかった。
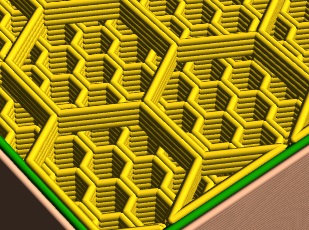
「アイロニング」
ONにした場合が以下の結果。
プレビューはSimplify3Dで行っている。FlashPrintのプレビューでは表示さないので残念。

トップ層を出力した後に、トップ層と同一の高さに吐出割合が0.0934579となるような吐出データが作成されている。
この比率で見ると、幅0.04mm(たぶんパス幅の1/10か)で出力しているのではないかなと思っている。
また塗り潰される領域は外枠一周目の内側になっている。
「Z軸オフセット」
高さ校正とグローバルGcodeオフセット量の調整方法で語っていた内容がFlashPrintにも実装された。
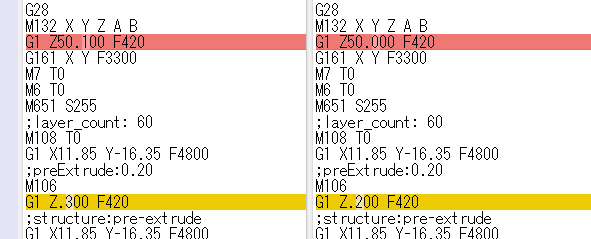
オフセットに0.1を入れた(左)もの。
Zが指定オフセット分増分されて出力されている。
ただこの指定スライサー本体のパラメータとして保持していてもあまり意味がないと思う。
Adventurer3の場合、紙を使ってヘッド構成をするのだが、校正時の紙の引っかかり具合やベッド温度による膨張などにより実際の隙間を想定し、出力段階でオフセット量を決める。
スライサー側は0.0で出力しておき、3D機器側に転送する前にオフセット量を決めるというのが良いと思う。
FlashPrintであれば、マルチ機器制御画面でも設定できるようになって、Gコードを送付する際にZ軸の値を変更して送る様になっていればいいのに。
ヘルプに記載もないしツールチップヘルプも表示されていないので、最後の最後で急遽入れたのかな。
ちょっと気が付いた点
- 高度な-第1レイヤーの押出率のパラメータの設定範囲が4.6と5.1で異なっていた。
4.6は80~200、5.1は50~200。 - ブリムの発生位置
モデル底面を基準としたもので出力されているようだ。
Simplyfy3Dはプラットフォーム直上(第1層)に発生させるようになっている。
プラットフォームからのはがれにくさを制御させるのか、モデルのはがれにくさを制御するのかの違いによるものなのだろ。考え方の違いか?
コメント