Adventurer3の制御6.7からかなり間が空いてしまったが、新たな機能追加を実施。
また、今回の機能追加に合わせ、プログラムのソースを公開した。
公開したソースは、もともと管理していたソースからUnitTestや仕様書などのドキュメントを除いたもののみを新たにgitで管理し、githubに公開している。
追加機能
追加したのは遊びの除去に関する対応。
今まで「遊び除去コマンドの追加」として、Z軸移動時に指定量分持ち上げてから下げるという処理をしていたのだが、これに追加して、ノズルを上にあげる場合にオフセットをかまして持ち上げるという機能追加だった。
今回追加したのはある意味王道なのかもしれないが、遊びの距離を計測しそれをもとにZ軸移動の補正をするというもの。
仕様としては次のよう感じになる。
- Z軸が、上から下に移動する場合補正は行わない。
- Z軸が、下から上に移動する場合、あらかじめ指定したオフセットをZ軸に足す。
そのため同じ高さ1mmの位置に移動する命令でも、上から下の場合はG01 Z1.0となるが、下から上えの移動の場合は、G01 Z1.2(オフセット量が0.2の場合)になる。
当初「遊び除去コマンドの追加」のような機能を実装したかというと、このオフセット値を決めるのが面倒だったため。とりあえずある程度上に持ち合げてから下げればいいだろう、という安易な考え方から来ている。
ただこれだと無駄な上下動が入るんで、どうなのかなと疑問を持った形で運用してきた。
今回、この機能を改良するきっかけになったのが以下の機能。

積層ではなく造形物表面を本当に3D移動しながら造形していく機能。
まだFlashPrintにもSimplify3Dにも実装されてはいないのだが、将来的にどうなるかは不明。
ただ上の機能を使う場合、「遊び除去コマンドの追加」のようないったんリフトさせるような機能では対応はできないと感じ、オフセット値を考慮したZ軸移動で、遊びがある程度あってもスムーズなZ軸移動ができる機能が欲しかったからになる。
オフセット値の決め方
- Adventurer3に対して校正を行う。
- Adventurer3コントローラーを起動し、機器制御画面に移る。
- 下の図の赤、青の順番に操作し、ノズルをプラットフォーム中央に下げる。
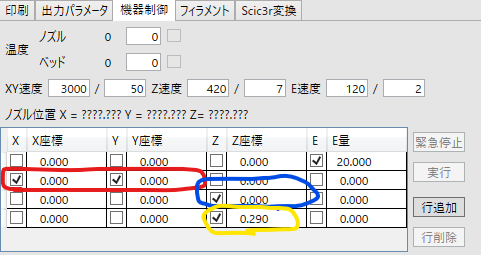
- ここで校正で使用した紙をノズルとプラットフォームの間に入れる。
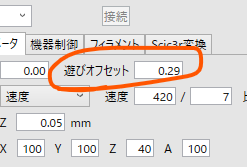
この時の紙の移動の抵抗感を覚えておく。 - 上の図の黄色の部分の数値を0.1位から順にあげていき、その時に紙を移動させたときの抵抗感が4と差異が発生する数値を求める。
差異が発生した少し下がオフセット値になる。
私の機器を調べたら、その値は0.29mmだった。積層約1.5層分ぐらいか。
プログラムの作成
githubでソースを公開しているので、それをダウンロード、ビルドして利用してもらいたい。
対策後
2層0.458mmと5層1.058mmの板を印刷してみた。
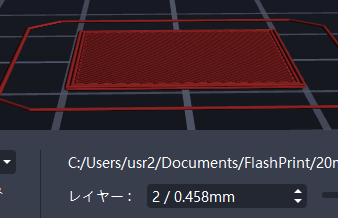
計算上の厚みがちょっと中途半端な値で、かつ1/10mmまで測れるノギスしか持っていないので意味ある数値なのかどうかは不明だけど、以下の様になった。
計測した場所は、正方形の板の中心あたり。
| 補正値 | 2レイヤー | 5レイヤー |
| 計算上の厚み | 0.458mm | 1.058mm |
| 0.00 | 0.4mm | 1.0mm(若干1mmを切るかも) |
| 0.29 | 0.5mm | 1.1mm |
| 0.20 | 0.45mmあたり(0.5と0.4の中間あたりだったので) | 1.0mm |
上の方で決めたオフセット値が0.29だったのだが、それだとちょっと厚めになったので試しに0.2mmでも試してみたところ、その値が一番よかった。
そのため実際の補正値は、さらに印刷結果からさらに調整をした方がいいと思う。
また上の結果を見る限り、補正無しでも一応Adventurer3のビルド精度(±0.2mm)には入っていることになるのだろう。
コメント