Ver5.3で新しく追加されたパラメータの動きについて調査してみた。
- 2022/02/17 追記
内周の速度がF2520になっている部分について、ちょっと追記。
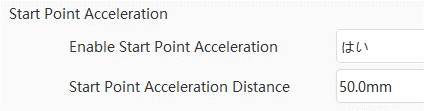
外枠-Start Point Acceleration
パラメータは、このパラメータを動作させるかの「はい」「いいえ」と距離の2つ。
いくつかのパラメータでスライスした結果、このパラメータはStart Print Orderが「from outer to inner」では適用されていないようだった。
パラメータの動作がわかりやすいのは「from inner to outer」だったので、これにてEnable Start Point Accelerationを「いいえ」(左)/「はい」(右)で出力した結果の差が以下の通り。
距離はまず50.0mmのままとした。
PLAデフォルトのパラメータなので、内周吐出のトップスピードはF2520になる。
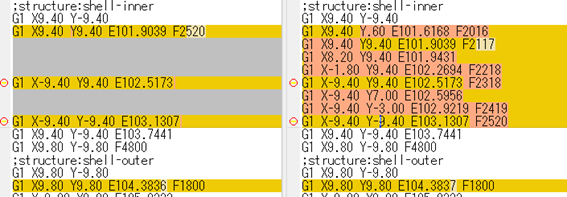
上の左側を見ると、50mm移動するまで段階的にトップスピードのF2520に近づけていってきている。
- 2022/02/17 追記
F2520に関しては解釈間違いかもしれない。
この数値はBase print speed「樹脂を押出中の速度」にVisible interior speed「可視インテリアのスピード」をかけている。(60mm/s*60*70%)
ただVisible interior speed「可視インテリアのスピード」の適用箇所は、本来中間層の内周ではなく最上層(もしくはその上に何も出力されない層)の内周ではないかと思う。
実際デフォルトの出力では中間層の内周の速度はF3600となって、最上層のみF2520になっていたので。そういう意味でいうと「from inner to outer」で中間層の内周の速度の最大がF2520になるのは不具合なのかもしれない。
速度比率は、F2520の80%から始まり、10mm単位に84%、88%、92%、96%となっている。
距離を変更して試したところ速度変更の段数はいくつかのパターンにわかれた。
| 1段目 | 2段目 | 3段目 | 4段目 | 5段目 | |
| 5 | 80% | 84% | 88% | 92% | 96% |
| 4 | 80% | 85% | 90% | 95% | |
| 3 | 80% | 86.6% | 93.3% | ||
| 2 | 80% | 90% |
どういったアルゴリズムで分割されるかはちょっと不明。
ちなみに10mmの距離にしたところ2段階の速度調整になった。

このパラメータの速度調整が適用される部分は、;structure:shell-innerコメント直後の内周出力部分の一筆書きができる部分にのみ適用されるようだ。
シェルカウントを3以上にし、内周が2周出力される場合や、距離を長めにしてどこまで速度調整が適用されるかどうか試したところ、E命令がない単純な移動が行われた後の速度は通常のパラメータで指定された移動速度となった。
ただ下にあるように、内周が複数出力されるような形状。
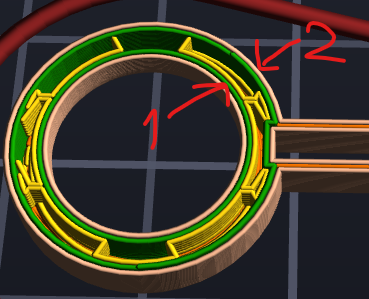
このような輪っかの形状の場合は、各々の場所で「;structure:shell-inner」が存在するのでその直後の内周出力ではStart Point Accelerationパラメータの調整が適用されていた。
考察
内周出力を行う状況というのは、おおよそZ軸移動やちょっと長めの移動直後となると思われる。
そのような場合は樹脂を出さない状態が続いているため、その直後の出力で、出力された樹脂がその下の樹脂に定着しやすいように吐出速度を遅めにするといったことが目的なのだろうか。
そうであるなら、例えば移動速度等から一定時間吐出していない状態が続いた後には吐出速度を落とすといった一般化をした方がいいんじゃないかと思うのだけど、どうなんだろうか。
コメント