I learned from the re-examination that I could not keep the bed level with the previous method, but I examined again how I should do it.
Confirmation of the current situation
Bed levelness
The following results were obtained by measuring the gap from the nozzle tip to the bed.
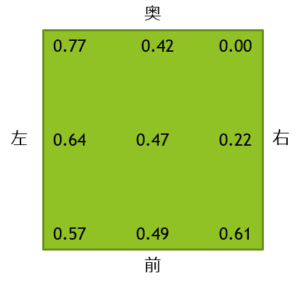
The measurement of the gap was calculated to be the length of mm that was tested on how many sheets of 0.7 mm paper entered the gap.
As a result, there was a difference of less than 0.8 mm at the maximum.
Bed height measurement
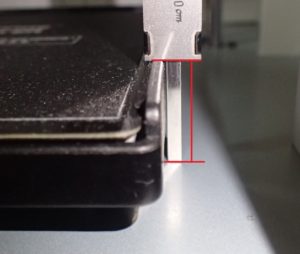
The distance between the upper part of the bed claw and the chassis (red part in the above figure) was measured at four corners.
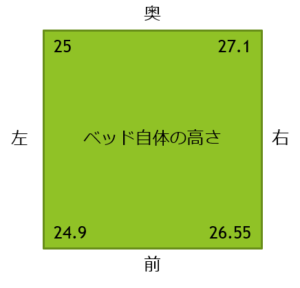
The result is as above. In addition, since a 0.3 mm plastic plate is sandwiched under the right side rail, it is thought that 26.8 for the right back and 26.25 for the right front become correct values.
The thickness of the bed itself was constant at 15.6 mm at all four corners.
Although the angle between the Z axis and the bed can not be measured, is the bed itself inclined as far as the above results show?
Bed distortion
I took off the bed and put a corner on what seemed to be horizontal and looked at the gap. Although this became visual confirmation, there were some gaps.
Measures
Bed left side
Because this is fixed, it seems that there is nothing but sandwiching a spacer in the place for bed fixation according to Mr. Lion’s comment.

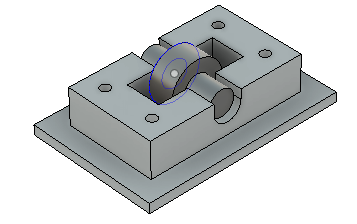
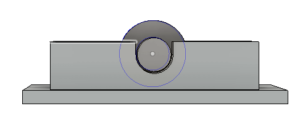
Fixing point with Y axis rod after removing bed. When this red circle part is expanded, it becomes as follows.

Since this red circle part is a mounting part of a bed, if a spacer is made with paper etc. and stuck on this part, height adjustment can be performed a little.
It would not be said if the height of the Y-axis rod under the bed could be fine-tuned, but the difficulty of disassembling the case would increase, so implementation might be difficult.
Bed right
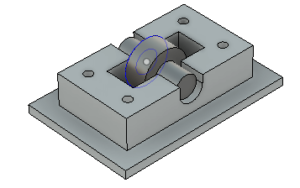
Although the bed is distorted and not flat, the height seems to be uniform, so remove the bearing under the bed, place the bearing on the case side, and regard the end of the bed as a rail, I did not depend on the flatness of the bed.

Like this.
The position of the bearing seems to be good at the bottom of the nozzle in the Y-axis. However, the position adjustment was quite difficult, and this time it was a little in front, and when the bed went to the back, it became a position where it was caught on the last minute.
When this was arrange | positioned and the clearance was remeasured, regarding the right side, the clearance became substantially the same space | interval.
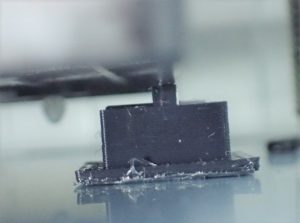
The created instrument looks like this.
Buy bearings with an outer diameter of 8 mm and an inner diameter of 4 mm. It was 190 yen for monotaro. The stainless steel rod which stops the bearing removes what was attached to the bed and reuses it. The pedestal part is designed so that the length to the bearing top will be about 15.9 mm. This 10.9 mm is the height (26.5 mm) in front of the bed right minus the thickness of the bed itself (15.6 mm). That is, it corresponds to the length of the gap under the bed.
I thought that there was also an output error, so I made some around 10.9 mm and installed the one that looked like the best.
Actually, it was better to make it 25mm-15.9mm 9.1mm to correct the inclination of the bed itself, but it was not easy to do so because it was troublesome to adjust the Z-axis belt.
I just want to do it someday. The bearing attached to the bed is considered as not to fit in the gap with an outer diameter of 12 mm, so reuse is abandoned.
Problem
Although the bearing with a width of 3 mm was prepared, the width of the rail under the bed is also about that, so if the bearing slips even a little, the bed may fall down.
Seen from the side, it is an image that seems to be connected with points like this.
Although the bearing and the stainless steel rod that supports it are in a fairly tight fit, the possibility of misalignment may be low.
Summary
The rest is only on the left side, but I’m going to do a little watching.
However, do I have to do this to get the bed level? What is calibration unnecessary?
I want to ask you questions.
コメント