2021/08/16にFlashPrintの5.1が出たので、主にスライサー関連について4.6と何が変わったかを見ていきたいと思う。
無料ソフトなのでしょうがないのかもしれないが、機能の差分に関してはリリースノートに機能を追加・変更した目的も併せて記述してもらえないかと思う。
製造用ツールなので製造歩留まりを上げるためにも「目的」を考慮しパラメータを作成したいのだけど。
インストール
特筆すべきことは、4.6と同居可能だということ。
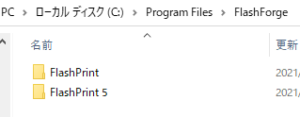
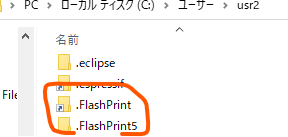
インストールフォルダ、ユーザー環境保存フォルダともに別々になっている。
そのため、4.6で作成したパラメータ類は、別途エクスポート・インポートで持ってこなければいけない。
4.6からのパラメータ移行について
4.6のエクスポートで設定情報をファイルに落とす。
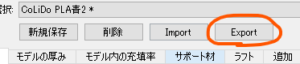
その後5.1のインポートで読み込む。
ここで注意することは、一部パラメータがおかしくなること。
5.1.0で分かったのは以下のもの。
- ラフト-一般的な-モデル1層目の押出比率
これが60%が150%に変わっていた。 - ラフト-底層-充填率
これが50%が95%に変わっていた。 - モデル内の充填率-充填をコンバインの最大充填組み合わせ
インポート直後は変わらないが、再起動、もしくはこのパラメータをエクスポートし再度インポートすると値が変わっていた。 - モデル内の充填率-最大スパース組み合わせ
インポート直後は変わらないが、再起動、もしくはこのパラメータをエクスポートし再度インポートすると値が変わっていた。
パラメータ移行後、一応パラメータの確認をしておいたほうが良いだろう。
スライス結果の差異
次に、同じパラメータの設定にした場合のスライス結果の際について。
利用したSTLデータは標準サンプルの20mm_box.stl、パラメータは標準ではなく私がいつも使っているPLA出力用パラメータ。
製造に関係ないもの2種類、製造に影響にないもの2種類、製造に影響があるもの2種類あった。
特に最後の2つについての変更内容はリリースノートもしくはChangeLogsに入れておいてくれよと思う。
コメント部分
これはある意味想定の範囲内ではある。
左5.1、右4.6。
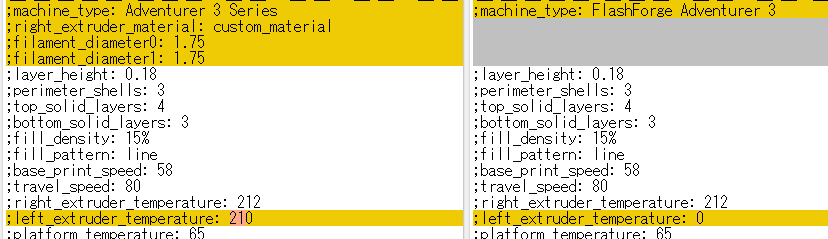
machine_typeがAdventurer 3 Seriesになった。
フィラメント系が入った。
1押出機タイプなのだけど、;left_extruder_temperature: 210が出力された。
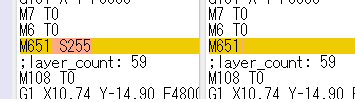
M651
パラメータにバックファンの強さが入ったので、その対応だと思う。
左5.1、右4.6。
ラフト作成時の最初の移動速度
左5.1、右4.6。
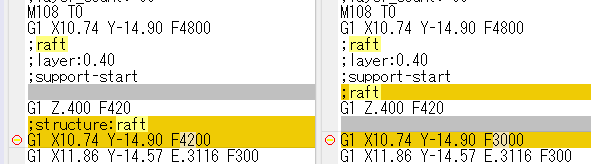
4.6は1層目の最大移動速度(50mm/s)を使用している。
5.1は樹脂を出していない時の速度(80mm/s)を使用している。
枠(ブリム)と第1層目の出力での移動速度
左5.1、右4.6。
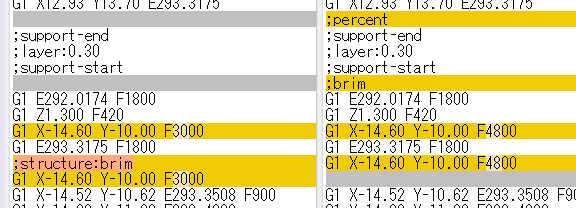
4.6は樹脂を出していない時の速度(80mm/s)を使用している。
5.1は1層目の最大移動速度(50mm/s)を使用している。
第1層のうち塗部分の塗布速度
左5.1、右4.6。
4.6の移動データを示したものが以下になる。
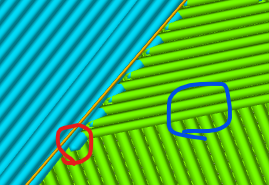
短い部分(赤丸部分)の速度「1層目の最大速度(15mm/s)」まで落としている。
塗りつぶし部分(青丸部分)は「樹脂を押出中の速度(58mm/s)」を使用している。
5.1の移動データは以下になる。
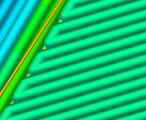
1層目のすべては「速度1層目の最大速度」を使用している。
これは不具合修正だと思う。
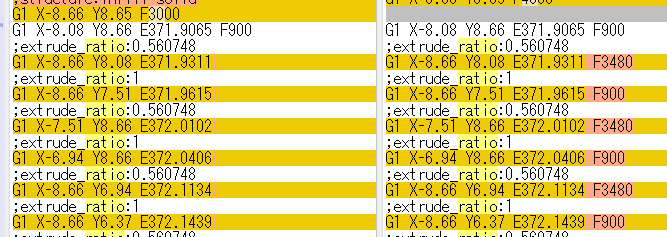
モデル内の樹脂吐出比率が違う
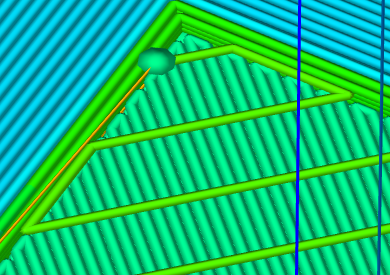
この、BOX内部のライン充填している部分。
左5.1、右4.6。
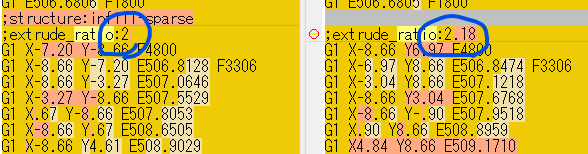
今回の内側充填は2層で1層分の出力なので2じゃいけないというわけではないのだが。
4.6で2.18を使っていた理由がちょっと不明。
コメント