FlashPrintのスライスパラメータが生成されるGコードにどのような影響を与えるのかの調査。
ベースとなるプログラムのバージョンは4.6.0。
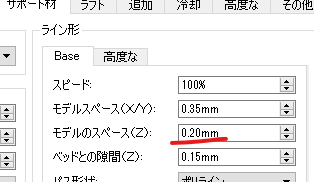
今回は、サポート材-ライン形-モデルのスペース(Z)について。
同名のものがラフトタブにもあるのだが、こちらは以下のようなもの。
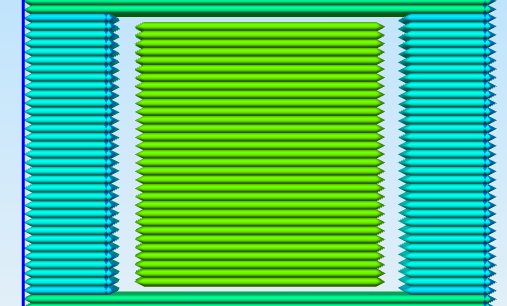
出力結果例
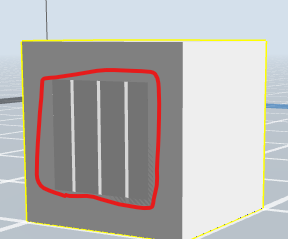
この赤枠内側がサポート形状になっており、パラメータを0mm以外にすると、オブジェクトとサポートの間に隙間を空けるデータになる。

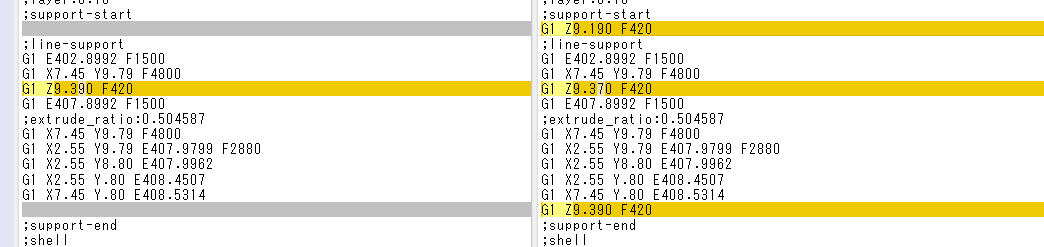
デフォルトのパラメータ0.2mmの時のデータ
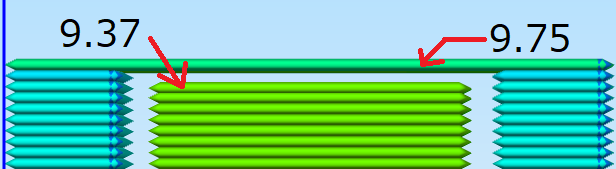
サポート材直上のオブジェクト最下面の高さは9.75mm、サポート材の最上面は9.37mm。
積層ピッチが0.18mmなので9.75mmの下の高さは9.57mmとなり、9.37mmのサポートとの間にパラメータ通り0.2mmの隙間が空くことになる。
ただ、9.37mmの下のサポートの高さは9.21mmなので、9.37mmの層は積層ピッチ0.18mm以下の値0.16mmで積層されていることになる。
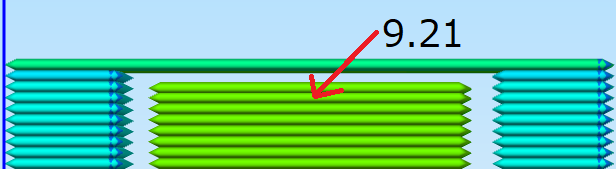
0.2mmの隙間を空けるため、ここで高さの調整がなされたのだろう。
同様なアルゴリズムで下側にも隙間を開けるようだ。

こちらも積層ピッチが0.18なのでサポートとオブジェクトの間は0.2mm離れていることになる。
サポート2層目の高さは4.17mmと積層ピッチ0.16mmになっている。
積層ピッチと同じ値(0.18mm)にした場合
サポート最上面は9.39mm、最下面は3.99mmとなり、積層ピッチパラメータ通り0.18mmで作成されている。高さが違うだけでサポートの吐出データに差異はなかった。
上の様に、きれいに高さがそろった形で出力されている。
パラメータを0.2mmより大きくした場合
以下の様に吐出データ自体の変化はなく、高さだけ間隔をあけるために補正されたデータになっていた。そのため見た目サポート最上層が押しつぶされるような状況になる。
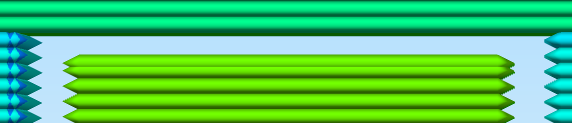
最下層も同様。

ただ1層分サポートが出力されないので、実際の造形には問題ないのかもしれない。
問題点?
積層ピッチとモデルのスペース(Z)の値が異なる場合に問題となるのは、サポートで無駄なZ軸移動を起こさせることかもしれない。
上のは、左が「積層ピッチ=モデルのスペース(Z)」の場合、右が「積層ピッチ≠モデルのスペース(Z)」の場合。
右側に余計なZ軸移動が入っているのが分かる。
サポート1層分がないので、この部分でわざわざ隙間調整をしなくてもいいのではと思う。
なお、積層ピッチ*2の値を設定しても「サポートを2層分出力しない」ということはなかった。
積層ピッチ0.18でしか確認していないが、0.28以上のせてい値はすべて0.28と同じ出力結果になった。
まとめ
隙間を空ける場合には、モデルのスペース(Z)の値は積層ピッチと同じ値にしておくのが一番いいのだろうと思う。
そういう意味では、「隙間を空ける」というON/OFFのチェックボックスの方が使い勝手がよかったような気がする。
コメント