
Adventurer3の校正では、Z軸で0.1mm(単位については不明、FlashForge代理店のTwitterかなにかでmmではなくポイントですという発言があったような気がする)単位でしか校正ができないようなので、校正時の隙間の状態によっては、隙間が空きすぎたり、逆に隙間が少ない状態になる。
隙間が多いと、ベッドへの定着が悪かったり、途中ではがれたりするし、隙間が少ないと1層目が薄くなり、フィラメントが必要量押し出されず、カンカン音が鳴ったり、ブリムがベッドに引っ付いてはがれなかったりする。
Simplify3Dでは、出力パラメータで第1層をほかの層に比べ低くすることができるが、校正時の状況によっては比率ではなく実際の数値で補正したほうがいいようである。
グローバルGcode
Simplify3Dでは、FFF設定のGCodeに、グローバルGCodeオフセットというのがあり、出力されるGCodeデータのXYZのそれぞれにオフセットをかけることができる。
校正時にノズルとの隙間を紙で測る際に、紙とノズルとの抵抗具合で隙間量を感じ、それに合わせ、グローバルGCodeのZ座標をオフセットすることで、1層目を出力することができる。
調整方法
校正
Adventurer3起動後、校正を実施。
個人的には、以下のようになっている状態にしている。
- ノズルとベッドの間に紙を差し込み、挟み込める
- 紙を動かすとノズルとの間に引っ掛かりを感じる(抵抗がある)
最低限、紙を差し込めない状態にすることはできるが、時々、紙を動かしても引っ掛かりを感じず、スカスカの場合がある。この引っ掛かりの状態に合わせてオフセット量の調整をしている。
オフセット量の調整
引っ掛かりがある場合
ノズルとの隙間が、紙の厚さより若干少ないぐらいだと思われる。
Z軸のオフセット量を-0.04~-0.07位に合わせる。
引っ掛かりがない場合
ノズルとの隙間が、紙の厚さより大きいので、隙間としては0.1mm位にあると思われるので、-0.07~-0.09位に合わせる。本当であれば、校正時にさらに-0.1下げるべきなのかもしれないが。
結果
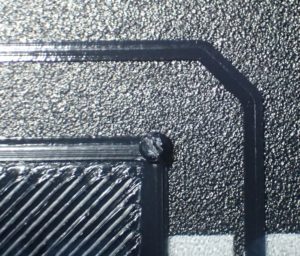
この調整をすることで、第1層目も特に問題なく出力することができる。
下記は7cmX7cmの正方形を出力した時の第1層の出力結果。




最後に
補正をするのは面倒だが、毎回校正もしなきゃいけないので、まあ、これくらいはしょうがないかな。
コメント
磯子工業高校の米田と申します。
自作でデルタ型3Dプリンタを製作しました。Rostock miniを参考に製作しました。制御に苦しみ、Simplify3Dを購入したのですが、レベル調整が上手く行きません。中心部の一点は、調整できますが、中心から50mmぐらい離れた地点では、浮いた状態で隙間が生じます。どのように調整するのか、詳細を教えていただけますか?よろしくお願い申し上げます。
私の知識は、Adventurer3をベースにしたものです。なので、それ以外の機種についてはちょっとわかりません。
Rostock mini 水平
上記でググると、5年前の記事ですが、該当機種で水平だしをしているページがありました。
Rostock miniの製作(8) -ファームウェアの設定とベッドの水平調整-
というページです。
そちらを参考にしたらどうでしょうか。