Adventurer3でFlashPrint以外の無料スライサーソフトが使えないか調査した。
初めに
一応、有名どころの無料のスライサーソフトソフトはSlic3rとcuraがあるらしい。curaはUltimakerが出しており、slic3rはオープンソースで作成されている。
curaはつい先日ちょっと触ったのだが、理解及ばずいったん中断。
slic3rはSimplify3Dを購入する前に、一度ダウンロードして使おうと思ったのだが、そのままではAdventurer3では使えず、また、3Dプリンターの挑戦初めだったので、右も左もわからない状態で、設定なども全く理解できないとあきらめていた。
slic3rはオープンソースなので、ソースコードから内容を追っていけるので、調査できると判断した。
パラメータについて
slic3rは、Gコード出力時に、3に分類された設定値を利用している。
- プリンター設定
- フィラメント設定
- 印刷設定
これら分類された設定値を、実際の印刷時に組み合わせ、Gコードファイルとして出力している。
機器に対しての設定
基本的には、プリンター設定内に収められている。
Gコードへの出力時、この設定内にあるFirmwareの設定によって、実際の出力データの調整がされている。
1.3.0では、以下のFirmwareの設定値が利用できる。
- RepRap (Marlin/Sprinter)
- Repetier
- Teacup
- MakerWare (MakerBot)
- Sailfish (MakerBot)
- Mach3/LinuxCNC
- Machinekit
- Smoothieware
Simplify3Dでは、ファームウェア設定内で微調整できたのだが、Slic3rは上記のみしか使用できず、その設定内容の微調整もできない。
Adventurer3向けの設定は?
bedshapeを150×150、原点を75×75にし、capabilitiesのエクストルーダー数を1、ヒートベッドをONにする。
ここで、正しそうなFirmwareを提示できたらよかったのだが、一致するものはなかった。一番近いのはRepRapか。
Custom G-codeのStart G-codeには以下の設定を入れる。
G90
M82
M107
M140 S[first_layer_bed_temperature] T0
M104 S[first_layer_temperature] T0
M104 S0 T1
M108 T0問題となりそうな出力箇所
ファームウェアをRepRapとして出力したGコードファイルで問題となりそうなところは、以下の通り。
温度設定コード
M104 S215 ; set temperature
M140 S55 ; set bed temperatureFlashPrintでは、ベッド温度はM140、また末尾にT0が付く。
ヘッダー部分のコードは、プリンター設定のカスタムコードの設定でどうにかなったが、途中のレイヤーでの温度変更部分の修正方法は見つかっていない。
Z軸移動速度
個別にパラメータを設定する方法がないらしい。
一応、コードも見てみたのだが、XYトラベル時の移動速度と同じものが使われていた。本当にないのか?
このGコードで試すのは怖いが、XYのトラベル速度と同じ速度でZ軸が移動できるのかどうか不安。
射出時XY移動速度の出力方法
G1 F1800
G1 X-23.186 Y25.871 E5.29730
G1 X-25.946 Y25.871 E5.36015こんな感じに、移動速度と実際の移動命令が分離されている。
Gコードのフォーマット仕様としては問題なさそうなのだが、他のスライサーソフトの出力を見る限り、速度と移動が分離しているものはなかったので、一つ不安材料となる。
XYトラベルやリトラクトなどは、G1命令と一緒に速度指定がなされているのに、なぜこれだけ分離しているのか。
想像するに、実装が面倒だったのかもしれない。
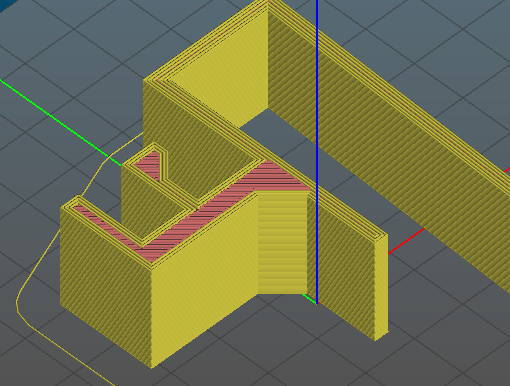
リトラクト動作出力
Simplify3Dと同じだが、まだ射出もしていないの、初めにリトラクトの動作があった。
で使えるか
設定をいじっても、出力されたデータをそのままでは使うのは怖い。特にZ軸の移動速度は。
出力されたものに手を加える必要がある。
ただ、手を加える箇所は、Z軸移動速度と温度設定のコード出力だけなので、それほど手間ではないかもしれない。
コメント