4.3から1年ほど。
4.6が出ていたので、4.3との差(Gコード生成部分を主としたもの)をちょっと見てみる。
英語翻訳の差
全般的に、前のものに比べ日本語訳が良くなっている気がする。
4.5.0のリリースノートにも記述があったので、そこで見直しをしたのかもしれない。
デフォルト状態でのGコードの差
まずは、パラメータをいじらない場合でのGコードの差を見てみる。
Gコードの差分は、特に記述がない限り左が4.3.0、右が4.6.0になっている。
ラフトがない場合
機種名と素材名称のコメント
ヘッダー部分に、機種名と素材名称がコメントとして挿入されている。
末尾のノズル移動

若干ノズルを上げてから横に移動している。
このコードが入っているためか、M118で出力している情報にも変化が出ている。

ちなみにこの出力に関してリリースノートの記載はなかった。
思うに、「;end gcode」以降の命令でノズルの原点復帰をさせる前に、一度明示的にノズル退避をすることで、造形物最上層にダメージを与えることを抑制することを狙ったものなのかもしれない。
XY平面の移動が1/2になっている

これはパラメータ「1層目の最大速度」のデフォルト値が1/2(20mm/s→10mm/s)になっていたから。
このパラメータの変更により、謎のスピード設定F936が消えていることが分かった。

4.3.0側にF936という速度設定が入っている。
これは、F1200の78%の値。
場所的に見ると、底辺に丸を書いたときの右上のみ。
4.6.0の「1層目の最大速度」を4.3.0に合わせたところ、同様の箇所にF936の指定が入っていたので、もともとの仕様なのだろう。
ただ、78%というパラメータはどこにも見つけることができなかったので、何の理由で速度を落としているかは不明。
塗りつぶしアルゴリズムの変更
吐出のためのデータ群に関しては、塗りつぶしのアルゴリズムに結構変更が入っているのだと思う。
そこから差が大量に出始めている。
1層目の外周データに差はないので、外周部分とブリム生成に関してのアルゴリズム変更はないのだと思う。
ラフトに関して
ラフトのデフォルトパラメータも4.3から微調整が入ったようだ。
デフォルトパラメータのまま出力した場合、かなり差が出たので、とりあえずパラメータを合わせてみたのだが、出力結果は異なる結果となった。
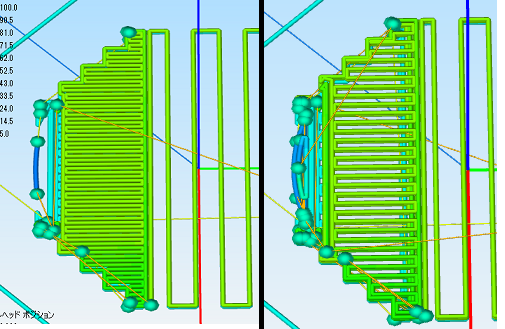
まず1層目。左が4.3.0、右が4.6.0。
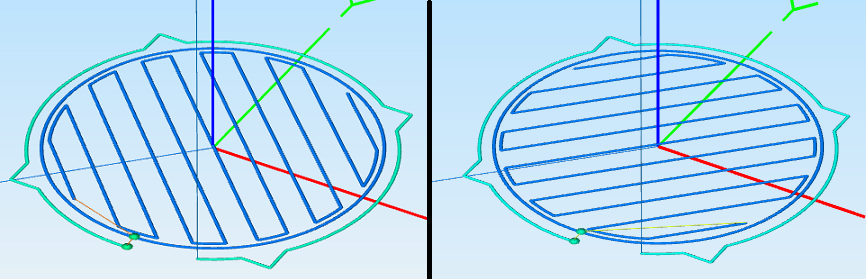
ラフト1層目の塗りつぶし開始角度が90度変わっている。
ラフトの開始角度に関して、パラメータの変更はないので内部パラメータに変更があったのだろう。
上記以外に関しては、目視確認してみたのだが、ほぼ似た形状だった。
ラフトがない場合、外形は一致、塗りつぶしが異なるという結果から、ラフトも外形は一致、塗りつぶしは若干異なる形状になっているのだろう。
スライスパラメータの差
サポート材
ライン形のパラメータに、2つパラメータが追加されたため、タブで2ページに分割されていた。
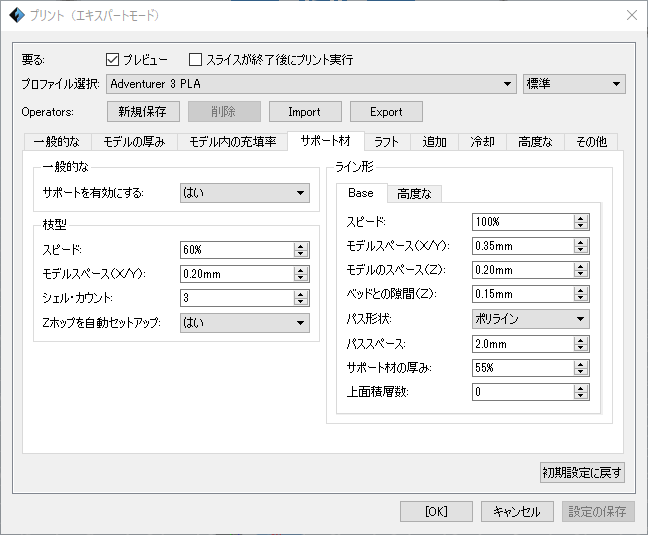
これにより、パスの角度、輪郭プリントが「高度な」のタブに移動している。
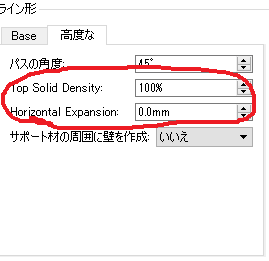
追加されたパラメータは、Top Solid DensityとHorizontal Expansion。
Top Solid Density
サポートの「上面積層数」を指定した場合に有効となるもので、上面部分の密度を設定する。
以下、左が100%で右が50%の指定。
「上面積層数」はバルーンヘルプによると以下のような目的のもの。
ライン型サポートモデルの間に薄い板を作成します。数値が高いほど、板の厚みが増してモデルのサポート面の仕上がりが向上しますが、サポート材の除去が難しくなります。
Top Solid Densityを低く設定することで、問題となったサポート除去の難しさが低減するものだと思う。ただ低すぎるとサポート面の仕上がりが低下するのだと思う。
Horizontal Expansion
サポートを発生させる領域を広げるためのパラメータ。
左が0mm、右が1mmでの設定。サポートの領域が若干膨らみ、それに追従しブリムも膨らんでいるのが分かると思う。
一番長い部分のGコードを見ても、左右で1mmの差がある。
こちらも左が0mm、右が1mmでの設定。

ラフト
「モデル一層目の押出比率」というパラメータが追加されている。

これにより、若干パラメータ類の配置が変更されている。
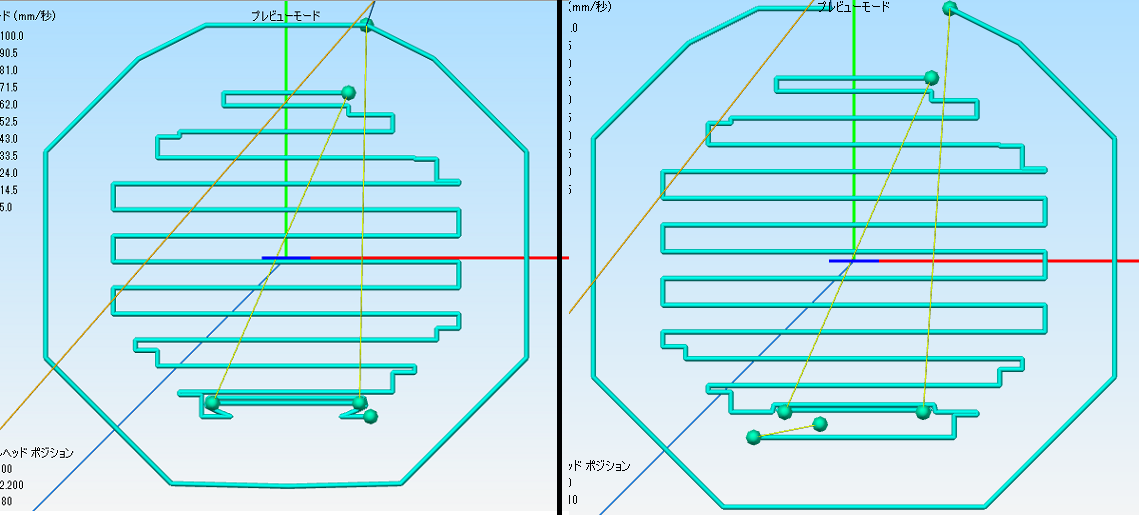
これを90%に設定した場合、以下のようなGコードになった。
左が100%、右が90%。

左に比べ、計算としては90%の吐出量になっている。
なお、左側0.917431の値は、100/109の結果。
今回のパラメータは吐出量109%で行っている。モデル一層目の押出比率が100%の場合、この値になる。
この部分は、ラフト直後の1層目の内側の直線塗りつぶし部分。
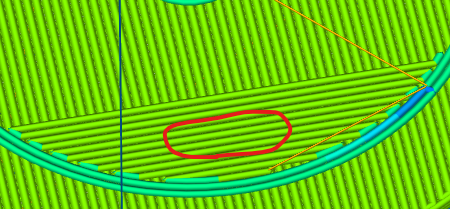
上でいうと、赤色部分の横線。
外周に沿う部分はパラメータが効いていなかった。
このパラメータ101%以上にすることができない。
そのため、通常の押出率と同じ量の出力を行うといったことはできないのかもしれない。
個人的に押出比率を基準とした比率にするべきで、これは多分バグじゃないかな。
4.6.1以降で修正されるかも。
追加
4.3では「孔内に枠を形成しない」というパラメータだったものが4.6では「Generate Brim inside holes」に変わっている。
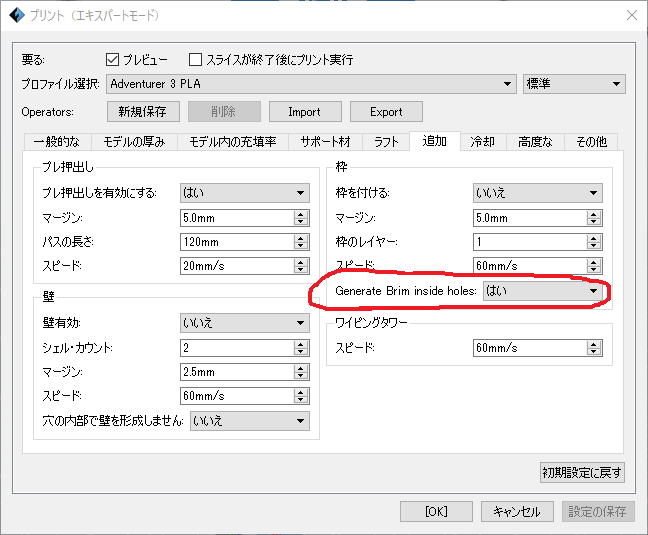
反転した意味になったのだろうか、デフォルト値も「いいえ」から「はい」になってるし。
その他
Zホップモードに「自動」が追加されている。

一応、「自動」にして見たがオフと同じ動作だった。
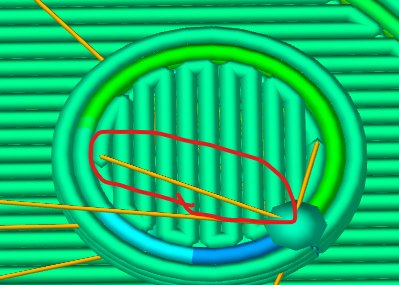
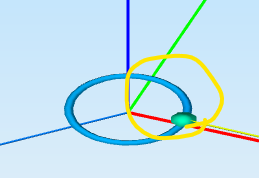
例えば、上の赤丸内側の黄色い線は、ヘッドの移動のみを表しているんだけど、内部塗りつぶしの上をズリズリ移動している。
こういう部分をZホップしてもらいたいのだけど。
最後に
変更があったパラメータについて調べるためヘルプを見たのだが、更新されていないようだった。
こういうところどうなのかなと思う。
なので、パラメータについてのどういう意味を持つのか、実際の出力データを比べてみないと分からない。
今回はZホップの自動モード。
出力データからも動作が不明なのであまり使えないんじゃないかな。
コメント