FlashPrintのスライスパラメータが生成されるGコードにどのような影響を与えるのかの調査。
ベースとなるプログラムのバージョンは4.6.0。
今回は、ラフト-一般的な-ラフトの最高速度を超過について。
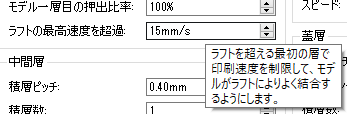
ポップアップヘルプの内容は「ラフトを超える最初の層で印刷速度を制限して、モデルがラフトによりよく結合するようにします」といったもの。
具体的にどうなるか見てみる。
パラメータの数値を15mm/s(左)と60mm/s(右)まで上げた場合のコードの差が以下の通り。

左の数値を見てわかる通り、15mm/秒(900mm/分)を超える吐出移動の指定ができないようになっている。早すぎる吐出移動を制限する命令になる。
この制限がかけられるのはラフト直後の第1層。オブジェクトに対しての速度指定になっている。
ここで「おやっ」と思うのが、スピードパラメータの「1層目の最大速度」の指定。
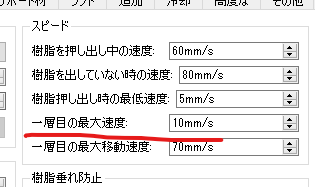
本来の第1層のパラメータ設定は10mm/秒なので、それに依存していると思ったのだが、ラフトが生成された場合このパラメータは適用されないのだろう。
ラフトなしで生成された第1層のみが適用されるものになるようだ。
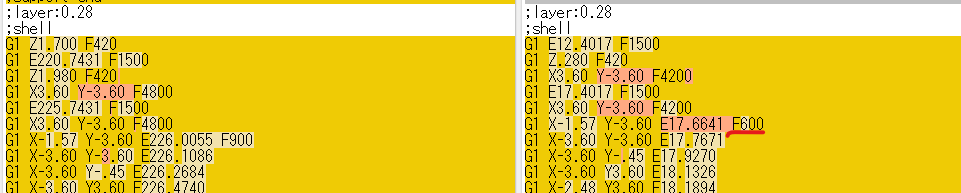
確認のためラフトなしを出力してみると(右側)、速度は10mm/秒(600mm/分)の吐出移動速度になっている。
つまり、オブジェクト第1層の吐出速度に関しては、ラフトがある場合はラフトタブのパラメータが有効となり、ラフトがない場合は一般的なタブ側のパラメータが有効になるということか。
「ラフトの最高速度を超過」という訳だと分かりづらいものがある。英語版だと「Above Raft Maximum Speed」で「ラフトの直上層の速度制限」の方がいいんじゃないかと思ったりして。
以上のものと今回ので、ラフト直上の層に関してのパラメータがどのようにGコードにかかわるのかが分かった。
ラフトとの剥がしやすさは、「モデルのスペース(Z)とラフト」の「最高速度を超過」と「モデル一層目の押出比率」が関係し、「モデル一層目の押出比率」が品質に関係する。
ただ、「モデル一層目の押出比率」に関してはちょっと否定的。これではオブジェクト側底面がちょっとスカスカになるという意味だと思うので。
オブジェクト側の吐出内容を変更するのではなく、ラフト側の密度を変更したほうが良くないだろうか。
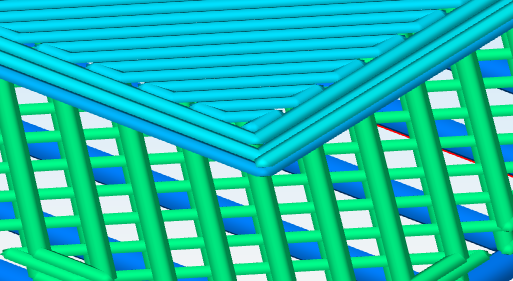
Simplify3Dのラフトパラメータの「ラフトトップのインフィル」がそういった作りになっている。
ちなみに、以下は「ラフトトップのインフィル」を40%(図でわかりやすいようにするためちょっと大げさな値にした)にしたものになる。
コメント